
ДЖИУЮАН
20+ ЖЫЛODM&OEM
Электрлік және механикалық
20+ ЖЫЛODM&OEM
Электрлік және механикалық

Санаттар
Соңғы жазбалар
Тегтер
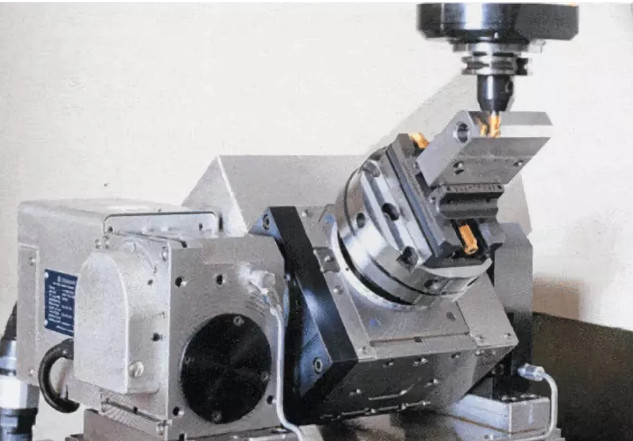
үшін орталық құралды туралау қадамдарыCNC өңдеу бөлшектері
Мысал ретінде артефакттың ортасын алайық.
Дайындама шпиндель 1, артефактілер қалдырған кескіш, X мәнін есте сақтаңыз, пышақ, артефактілердің оң жағына жылжытылды, оң жақта, X мәнін есте сақтаңыз, G54 X 2-де жазылған екі X мәні, орташа, негізгі білік бұрылды бойынша, дайындамадағы кескіштің алдыңғы жағы, Y мәнін есте сақтаңыз, пышақ, дайындаманың артқы жағына жылжытылды, артқы жағына жақын, Y мәнін есте сақтаңыз, екі Y мәні, орташа, G54 Y 3 негізгі білікке жазу қосулы болса, дайындаманың бетіне байланысты, фрезермен баяу Z мәнін есте сақтаңыз, оны G54 Z ішіне салыңыз. G92 нұсқауы дайындаманың координат жүйесін орнату үшін пайдаланылады, ол құралдың ағымдағы орнына байланысты.
Бұл нұсқаулықтың қолдану пішімі G92 X_Y_Z_ болып табылады, бұл дайындаманың координаталар жүйесіндегі құралдың ағымдағы орнының координаталық мәні (X_,Y_,Z_) екенін білдіреді.
(1) М1 оқу мәні фрезаны дайындаманың контурымен X бағытта жанасу үшін пайдаланған кезде алынады, содан кейін шпиндель екі M2 градусымен жанасу үшін X бағытында дайындама контурының екінші жағына жылжытылады.Құралдың қосымша өлшем бетіне M=M2-M1 енгізіңіз.
(2) N1 оқу мәні дайындаманың контурын фрезерлік кескішпен Z бағытында жанасу арқылы алынады.Содан кейін шпиндельді N2 екі градусын алу үшін дайындама контурының екінші жағымен Z бағытында жанасу үшін жылжытыңыз.Құралдың толықтыруын өлшеу бетінде N= mn2-n1 енгізіңіз. UG бағдарламалауды үйренгіңіз келсе, шағын MAKE up QQ қосуға болады: 770573829 оқу материалдары мен курстарын алыңыз.
Кескіш пен кескіштің мақсаты – дайындаманың координаталар жүйесі мен станоктың координаттар жүйесі арасындағы кескіш немесе аспап арқылы құралдың арасындағы кеңістіктік орналасу қатынасын анықтау және құрал деректерін сәйкес сақтау орнына енгізу. Бұл ең маңыздысы. nc өңдеудегі операция мазмұны, оның дәлдігі бөлшектердің өңдеу дәлдігіне тікелей әсер етеді. Пышақты орнату операциясы X, Y және Z бағыттарына бөлінеді.
JIUYUAN-да 3000 шаршы метр CNC өңдеу шеберханасы үшін екі қабат бар және алюминий CNC өңделген бөлшектерге арналған анодталған зауытты салған.
CNC шеберханасында 20 жиынтық 4 осьті CNC өңдеу орталығы, 12 жиынтық 3 осьті CNC станоктары, 18 жиынтық бұрғылау станоктары және 10 жиынтық токарлық станоктар бар.
Бізде артықшылық бар алюминий CNC өңдеу бөлшектері,анодталған CNC өңдеу бөлшектері,болат CNC өңдеу бөлшектері,пластикалық CNC өңдеу бөлшектері,әртүрлі дәлдіктегі CNC өңдеу бөлшектері.
тел:+8613267205630
Whatsapp:13267205630
Электрондық пошта :emily@jiuyuan999.com
Skype:Эмилимунцзян






